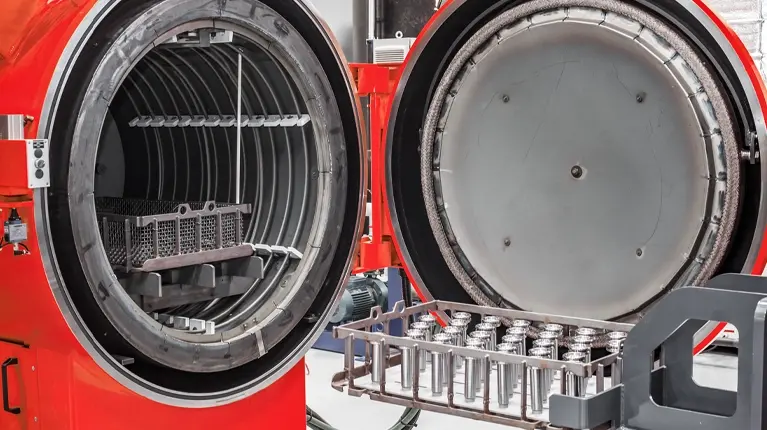
How vacuum heat treatment works
Vacuum heat treatment processes vary significantly, each placing unique demands on the materials and the vacuum system used. From conventional hardening to plasma nitriding, and from sintering to brazing, every method requires specific considerations.Choosing the right vacuum pump for heat treatment is about more than just vacuum levels. It is about the vacuum pump's performance under your specific process conditions.
- Does it withstand offgassing and contamination?
- Can it evacuate quickly enough for your cycle times?
- Will it endure repeated thermal swings and harsh environments?