- Reliable
- High performance
- Energy efficient
- Low cost of ownership
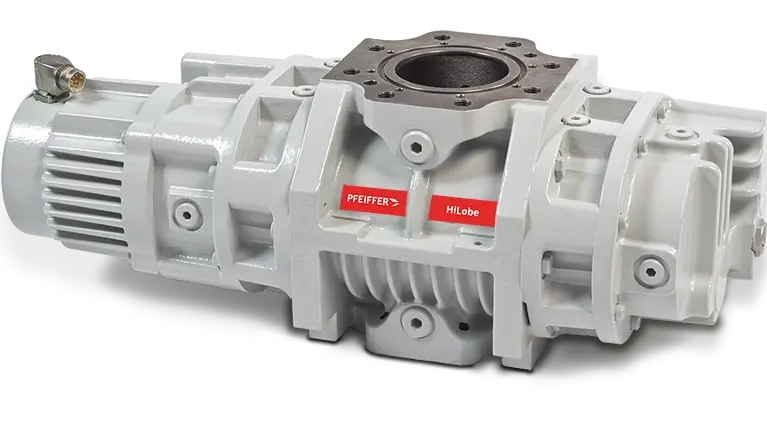
HiLobe
Vacuum boosters

Our HiLobe vacuum boosters are the perfect solution for your rough and medium vacuum applications such as coating, metallurgy, or leak detection systems.
The HiLobe series optimizes your process with flexible installation options, making it ideal for existing systems and confined spaces. It offers precise speed control thanks to a frequency converter and ensures reliable performance. With integrated condition monitoring and efficient air or water cooling, it guarantees high operational reliability and an extended service life.
HiLobe
Flexibility, high performance and energy efficiency
Benefits of the HiLobe series
Our HiLobe series is available in different sizes with pumping speeds from 520 to 13,600 m3/h, offering an exceptionally wide range that is unique on the market.
Equipped with a frequency converter, these vacuum boosters allow for precise and dynamic speed control, making them highly customizable while achieving significant energy savings. Active-air or water cooling allow precise temperature control.
Moreover, the HiLobe series features interior permanent magnet motors (IPM) for fast pump-down times and a sealing concept that eliminates the need for shaft seals. Thus, they are ideal for applications requiring high purity and reliability. Optimized rotor geometries provide maximum performance and efficiency through improved medium flow. All these features result in reduced operating costs, extended maintenance intervals and ensure high uptime.
In addition to the standard vertical position, the small and medium HiLobe versions can also be installed horizontally. These flexible mounting options facilitate integration into existing systems.
The communication protocols RS-485 or ProfiNet enable effective process control and condition monitoring, ensuring high operational reliability.




