Wälzkolbenpumpen als Booster für Ihre Anwendung im Vakuum
Ob mechanische Sicherheit oder intelligente Integration gefragt ist: Unser vielseitiges Portfolio bietet maßgeschneiderte Lösungen für Ihre Anforderungen – auch in explosionsgefährdeten Umgebungen und bei extremen Druckdifferenzen.
:grayscale(false):format(png))
Funktionsprinzip und Merkmale von Wälzkolbenpumpen
Ein- und mehrstufige Wälzkolbenpumpen, häufig auch Roots-Pumpen, Roots-Gebläse oder Booster-Pumpen genannt, sind technisch trockenlaufendende Rotationsverdränger-Vakuumpumpen. Bei Wälzkolbenpumpen sind die Getriebe- und Lagerräume vom Gasraum getrennt. Durch die berührungslose Arbeitsweise der Kolben ist ein technisch trockener Betrieb gewährleistet. Einstufige Wälzkolbenpumpen können nicht gegen Atmosphäre eingesetzt werden. Um eine übermäßige Erwärmung und Ausdehnung der Kolben zu vermeiden, ist die Druckdifferenz zwischen Saug- und Druckflansch entscheidend. Daher benötigt diese Art von Vakuumpumpen entsprechende Vorpumpen oder eine der Druckdifferenz angepasste Kühlung. Alternativ können mehrere Wälzkolbenstufen hintereinandergeschaltet werden, so dass sich die Druckdifferenz auf die verschiedenen Stufen verteilt. Dieses Prinzip findet sich in unseren mehrstufigen Wälzkolbenpumpen, die direkt gegen Atmosphäre eingesetzt werden können.
:grayscale(false):format(png))
Unser Serviceangebot für Wälzkolbenpumpen
Einsatzgebiete und Grenzen von Wälzkolbenpumpen
Wälzkolbenpumpen dienen als Booster für Vorvakuumpumpen und erhöhen das verfügbare Saugvermögen in niedrigeren Druckbereichen, in denen der Wirkungsgrad der Vorpumpen bereits abnimmt. Die Kombination beider Vakuumpumpen kann somit einen etwa 10-mal niedrigeren Druck erreichen als die Vorpumpe allein.
Wälzkolbenpumpen haben in der Regel ein ca. 2- bis 8-fach höheres Saugvermögen als die nachgeschaltete Vorvakuumpumpe. Man spricht daher von einem Abstufungsverhältnis von 1:2 bis 1:8. Dieses Verhältnis beeinflusst die Druckdifferenz im Betriebspunkt, die wiederum die erforderliche Motorleistung der Pumpe bestimmt.
Zum Schutz vor Überhitzung und Überlastung des Motors durch zu hohe Druckdifferenzen im Prozess gibt es verschiedene Maßnahmen und Pumpenausführungen.
Unsere Spezialisten beraten Sie gerne bei der optimalen Konfiguration Ihrer Roots-Pumpe.
:grayscale(false):format(png))
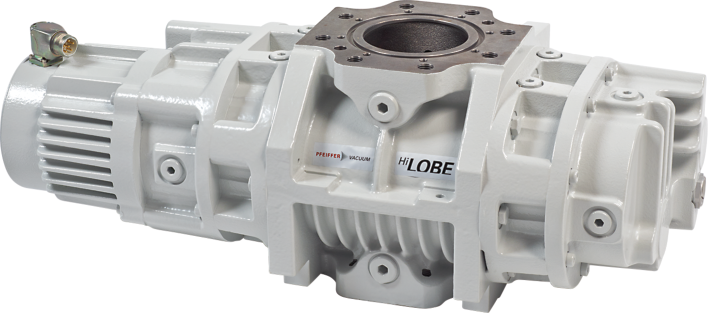
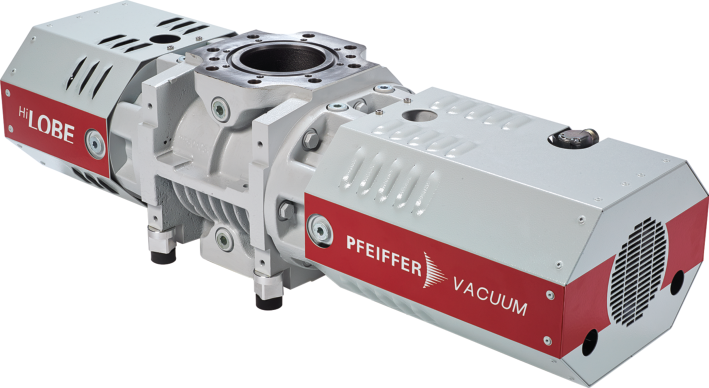
HiLobe
Wälzkolbenpumpen mit höchster Energieeffizienz durch integrierte Intelligenz
Intelligent und flexibel
Die Wälzkolbenpumpen der innovativen Baureihe HiLobe lassen sich durch ihre individuelle Drehzahlregelung perfekt an kundenspezifische Anforderungen anpassen. Kleine Baugrößen sowie verschiedene Einbaulagen (vertikal und horizontal) erleichtern zudem die Integration in bestehende Anlagen und reduzieren die Installationskosten. Die intelligente Schnittstellentechnologie der HiLobe ermöglicht eine optimale Anpassung und Überwachung (Condition Monitoring) der Prozesse. Dadurch wird eine lange Lebensdauer und höchste Betriebssicherheit in Ihrer Anwendung erreicht.
Durch die aktive Luftkühlung wird die Pumpentemperatur optimal auf Ihre Prozesse abgestimmt.

Leistungsstark
Die HiLobe Pumpen sind in einem Saugvermögensbereich von 520 – 13.600 m3/h erhältlich. Ihr überlegenes Antriebskonzept ermöglicht kurzzeitig enorm hohe Differenzdrücke für eine Booster-Pumpe. Daraus resultieren ca. 20 % kürzere Auspumpzeiten im Vergleich zu herkömmlichen Wälzkolbenpumpen. Für den Betrieb von Wälzkolbenpumpen ist in der Regel eine auf die Anwendung und den Gasstrom abgestimmte Vorpumpe erforderlich.
Effizient
Die neuartigen, integrierten und verschleißfreien Motoren der Energieeffizienzklasse IE4 sowie optimierte Rotorgeometrien ermöglichen niedrige Betriebskosten und eine hohe Verfügbarkeit. Der Antrieb der HiLobe Baureihe ist standardmäßig hermetisch dicht und bietet eine maximale integrale Leckagerate von 1 · 10-6 Pa m3/s. Dies spart Kosten und zeitintensive Wartungen von Wellendichtringen. Zudem wird die Kontamination des Prozessgases verhindert. Aufgrund des Dichtungskonzepts vom Motor zum Schöpfraum hin ist der Einsatz von Sperrgas in den meisten Anwendungen überflüssig.
Kundennutzen der HiLobe Wälzkolbenpumpen
Effizient: Kürzeste Auspumpzeiten durch überlegenes Antriebskonzept der nächsten Generation
Erhöhte Sicherheit: Intelligente Schnittstellentechnologie erlaubt Prozessüberwachung (Industrie 4.0)
Flexibel: Vertikale oder horizontale Pumpausrichtung sowie variable Lüfter- und Saugvermögenssteuerung ermöglichen Prozessanpassung
Langlebig: Hermetisch dichte Pumpe mit einer Leckrate von < 1 · 10-6 Pa m3/s durch Wegfall von dynamischen Dichtungen nach Außen
Geringe Betriebskosten: Modernste Motorentechnologie (IE4 Standard) und Luftkühlung (bis +40 °C)
Einsatzgebiete der HiLobe Wälzkolbenpumpen
Schleusenkammern
Lecksuche
Gefriertrocknung/Vakuumtrocknung
Metallurgie
Elektronenstrahlschweißen
Glas- und Verschleißschutzbeschichtung
Dekorative Beschichtung
Vakuumöfen
Weltraumsimulationskammern
Stahlentgasung
- 20 verfügbare Varianten



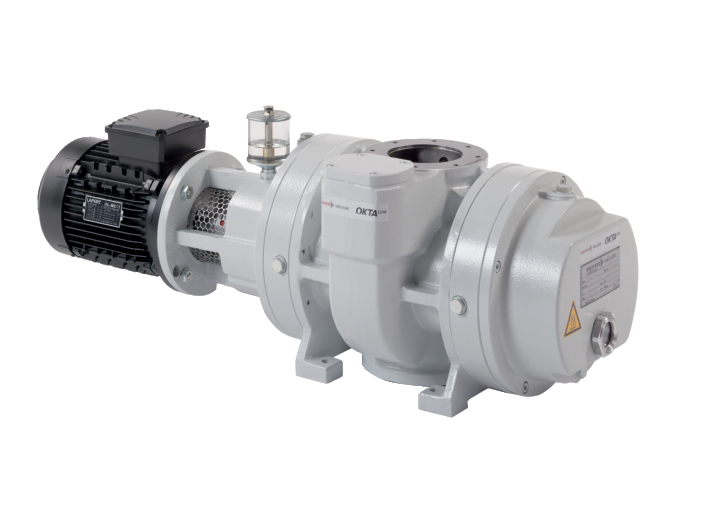
OktaLine
Sichere und einfach integrierbare Wälzkolbenpumpen
Das Saugvermögen unserer robusten OktaLine Boosterpumpen reicht von 145 bis 3.230 m3/h. Die hochpräzise Fertigungstechnologie ermöglicht höchste Kompressionswerte, die ein maximales Saugvermögen bei niedrigsten Gasaustrittstemperaturen ermöglichen. Die Baureihe OktaLine ist in der Regel mit einem so genannten Überströmventil ausgestattet. Dieses besteht aus einem Gewicht, welches entlang eines Führungskolbens bei einem definierten Differenzdruck öffnet und so einen „Kurzschluss“ zwischen Saug- und Druckflansch erzeugt. Dadurch kann sich die Pumpe selbstständig vor Überhitzung schützen.
Die OktaLine Wälzkolbenpumpen bieten niedrige Betriebskosten bei hoher Verfügbarkeit, da sie nur elektrische Energie und - falls prozessbedingt erforderlich - ein gasförmiges Sperrmedium (z.B. Luft) benötigen. Durch die Konvektionskühlung sind die Betriebskosten deutlich niedriger als bei wassergekühlten Pumpen. Die (optionale) magnetisch gekoppelte Konstruktion macht leckende Wellendichtungen überflüssig. Diese Pumpen sind daher hermetisch abgedichtet und erreichen sehr niedrige Leckageraten. Durch die langjährige Erfahrung mit unseren Allroundern gibt es eine große Variantenvielfalt sowie eine umfangreiche Auswahl an Zubehör, die eine individuelle Pumpenkonfiguration für Ihren Prozess ermöglicht.

Kundennutzen der OktaLine Baureihe
Flexibilität und maximale Prozesstauglichkeit durch komplette Wälzkolbenpumpen-Baureihe
Großer Saugvermögensbereich von 145 bis 3.230 m3/h
Kurze Auspumpzeit durch hohes Kompressionsverhältnis und Überströmventil
Wartungsfrei, höchste Betriebssicherheit und maximale Verfügbarkeit durch Magnetkupplung
Geringe Betriebskosten durch Konvektionskühlung und Magnetkupplung
Keine thermische Überlastung durch integriertes Überströmventil
Lange Serviceintervalle und einfache Wartung vor Ort
Einsatzgebiete der OktaLine Wälzkolbenpumpen
Metallurgie
Simulationskammern
Verpackungsindustrie
Gefriertrocknung/ Vakuumtrocknung
Dünnschichttechnologie
Elektronenstrahlschweißen
Schleusen
Chemie und Verfahrenstechnik
Industrielle Lecksuchanlagen
- 6 verfügbare Varianten
- 4 verfügbare Varianten
- 2 verfügbare Varianten
- 4 verfügbare Varianten




OktaLine ATEX
Sichere Vakuumerzeugung in explosionsgefährdeten Bereichen
Für Prozesse in explosionsgefährdeten Umgebungen oder zum Evakuieren von explosionsfähigen Gasen haben wir Pumpen gemäß ATEX-Richtlinie 2014/34/EU entwickelt, die höchste Anforderungen an den Explosionsschutz erfüllen.
Das Saugvermögen dieser Baureihe reicht von 280 bis 8.100 m3/h. Je nach Anforderung kann zwischen Gerätekategorie 2 und 3 gewählt werden. Alle Pumpen sind für die Temperaturklasse T3 geeignet, teilweise ist auch T4 möglich.
Die Getriebe- und Lagerräume unserer Wälzkolbenpumpen sind vom Gasförderraum getrennt. Die berührungslose Rotation der Kolben ermöglicht einen technisch trockenen Betrieb bei hohen Drehzahlen. Durch die serienmäßige Magnetkupplung können wir hermetisch dichte Pumpen anbieten, die sehr niedrige Leckageraten erzielen. Dank der Magnetkupplung entfallen Wellendichtringe, die Schwachstellen bei Druckstößen und der Kontamination des Prozesses oder der Umgebung darstellen. Zusätzliche Betriebssicherheit kann durch optionales Zubehör (z.B. Schwingungsmessung) erreicht werden.

Kundennutzen der OktaLine ATEX Wälzkolbenpumpen
Höchster Schutz der Personen und Umgebung – selbst im (unwahrscheinlichen) Fall einer Explosion, durch Druckstoßfestigkeit nach PN 16
Installation ohne zusätzliche Flammensperren möglich
Pumpe ist hermetisch dicht (Leckagerate < 10-6 Pa m3/s) – keine Zonenverschleppung (von explosionsfähigen Gasen)
Hohe Betriebssicherheit durch Schutz vor thermischer Überlastung dank integriertem Temperatursensor
Pumpe kann ohne Bypass betrieben werden (ATEX Schutz auch bei passivem Mitdrehen)
Einfachster Vor-Ort-Service auch am Motor (im Feld austauschbar, dank Einsatz von ATEX Motoren nach IEC-Standard)
Flexibel in der Anwendung dank variablem Differenzdruck und variabler Rotationsgeschwindigkeit*
Umgebungstemperaturbereich von -20 °C bis + 40 °C
*bei Nutzung mit Frequenzumrichter
Einsatzgebiete der OktaLine ATEX Wälzkolbenpumpen
Chemische Industrie
Pharmaindustrie
Automotive
Wärmebehandlung
Vakuumtrocknung
Vakuumöfen
Umweltschutz
- 4 verfügbare Varianten
- 4 verfügbare Varianten
- 4 verfügbare Varianten
- 2 verfügbare Varianten
- 2 verfügbare Varianten
OktaLine G
Gasumlaufgekühlte Wälzkolbenpumpen für hohe Druckdifferenzen und großes Saugvermögen
Zusätzliche Flexibilität bieten die ebenfalls erhältlichen gasumlaufgekühlten Wälzkolbenpumpen OktaLine G. Diese Pumpen sind ideal geeignet für Anwendungen mit hohen Druckdifferenzen und maximalem Gasdurchsatz beim Verdichten gegen Atmosphäre.
Die OktaLine 8000 G ist eine Sonderausführung der herkömmlichen Wälzkolbenpumpe. In verschiedenen Leistungsstufen bis zu einer Nennleistung von 200 kW erreicht die OktaLine 8000 G ein Saugvermögen von 4.000 - 12.000 m3/h gegen Atmosphärendruck. Damit kann die gasumlaufgekühlte Wälzkolbenpumpe ohne Vorpumpen, aber auch flexibel als Zwischenstufe eines Wälzkolbenpumpstandes betrieben werden. Durch den optionalen Frequenzumrichter kann der Stromverbrauch deutlich reduziert werden. Das Saugvermögen kann exakt eingestellt werden und ein schonender Sanftanlauf ist möglich.
Der kontinuierliche Betrieb bei hohen Druckdifferenzen wird dadurch ermöglicht, dass das durch die Verdichtung erwärmte Gas auf der Druckseite abgekühlt und teilweise in den Schöpfraum zurückgeführt wird. In Kombination mit den zur optimalen Prozessanpassung erforderlichen Gaskühlern sind Anwendungen bis zum Atmosphärendruck möglich. Als Einzelpumpen können sie im Druckbereich von 130 bis 1.013 hPa eingesetzt werden. Durch Hintereinanderschaltung von zwei Pumpen kann der Enddruck auf 20 bis 30 hPa abgesenkt werden. In Kombination mit weiteren Wälzkolbenpumpen kann der erreichte Enddruck bis in den Feinvakuumbereich abgesenkt werden. Die für den Betrieb erforderlichen Motoren und Gaskühler werden jeweils prozessspezifisch angepasst. Weitere spezifische Komponenten wie Kupplungen, Temperaturfühler und Grundrahmen zur Aufnahme der Lösung sind optional erhältlich.
:grayscale(false):format(png))
Die gasumlaufgekühlten Wälzkolbenpumpen OktaLine G zeichnen sich durch höchste Reproduzierbarkeit in verfahrenstechnischen Prozessen und deutlich geringere Betriebskosten im Vergleich zu anderen Vakuumprozesspumpen, wie z.B. Dampfstrahlpumpen oder Flüssigkeitsringpumpen, aus.
Kundennutzen der OktaLine G Wälzkolbenpumpen
Großer Saugvermögensbereich von 4.000 bis 12.000 m3/h
Sehr hohe kontinuierliche Druckdifferenzen
Flexibilität und Prozessanpassung durch Auslegung der Motorleistung und des Frequenzumrichters
Thermische Prozessgasführung mit OktaLine 8000 G und Gaskühlern
Wartungsarm, höchste Betriebssicherheit und maximale Verfügbarkeit durch Magnetkupplung (optional)
Einsatzgebiete der OktaLine G Wälzkolbenpumpen
Stahlentgasung
Chemie- und Verfahrenstechnik
Helium-Rückgewinnung
Fusionsreaktoren

CombiLine
Kombination von Wälzkolbenpumpen mit passenden Vorpumpen als Pumpstand
Als Vorpumpen lassen sich Vakuumpumpen wie die Drehschieberpumpen DuoLine oder HenaLine, die Schraubenpumpen HeptaDry sowie die mehrstufigen Wälzkolbenpumpen ACP sehr gut mit den Roots-Pumpen kombinieren. Bei Bedarf können auch weitere Stufen von Wälzkolbenpumpen ergänzt werden. Unser Pumpstandsportfolio CombiLine bietet hier einige bewährte Standardkonfigurationen. Sollte hier die richtige Kombination nicht dabei sein, bieten wir Ihnen auch gerne eine kundenspezifische Lösung an. So können unsere Vakuumpumpen optimal an die jeweilige Anwendung angepasst werden. Als führender Anbieter von Vakuumlösungen verfügt Pfeiffer Vacuum über mehr als 50 Jahre Erfahrung in der Auslegung kundenspezifischer Systeme. Unsere Spezialisten beraten Sie gerne bei der optimalen Auslegung Ihres Vakuumsystems.
:grayscale(false):format(png))
:grayscale(false):format(png))
:grayscale(false):format(png))
:grayscale(false):format(png))
